请双击输入文字
江苏鑫旺管业有限公司
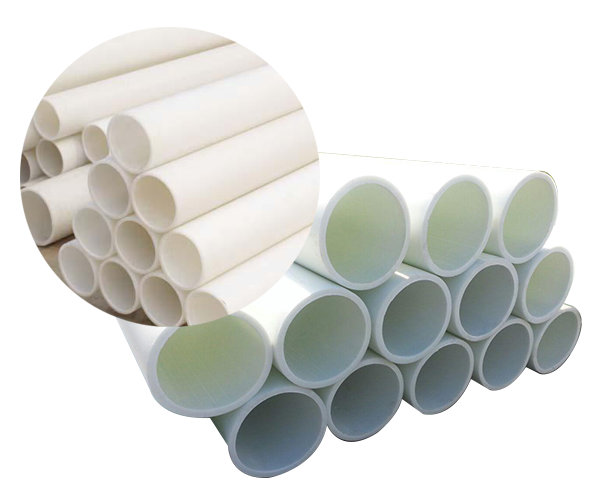
生产防腐管材、管件、板材的专业化企业
咨询热线:
139-5290-6960
生产防腐管材、管件、板材的专业化企业
江苏鑫旺管业有限公司
主营FRPP管材、PPH管材,FRPP管件、PPH管件,HDPE管材,HDPE管件,板材的专业化企业。
电话:139-5290-6960
请双击输入文字
江苏鑫旺管业有限公司
生产防腐管材、管件、板材的专业化企业
咨询热线:
139-5290-6960
主营FRPP管材、PPH管材,FRPP管件、PPH管件,HDPE管材,HDPE管件,板材的专业化企业。
关于我们
ABOUT US
联系我们

江苏鑫旺管业有限公司 联系人:金总 电话:13952906960 邮箱:393405107@qq.com 地址:扬中市八桥镇永兴工业园区 网址:www.xwmx.top

联系我们
江苏鑫旺管业有限公司
联系人:金总
电话:13952906960
邮箱:393405107@qq.com
地址:扬中市八桥镇永兴工业园区
技术支持:江苏网博
Copyright © 2020-2021,www.xwmx.top,All rights reserved
 您当前位置:
您当前位置: